您的浏覽器(qi)版本過低,爲(wèi)保證更佳的(de)浏覽體驗,請(qing)點擊更新高(gāo)版本浏覽器(qi)
以後再說X歡(huān)迎訪問青島(dao)海鐵複合材(cái)料有限公司(sī)網站!
20年複合(hé)材料
自主研(yán)究定制品牌(pái)

全國(guo)訂購熱線:
18561525202




作者:青島海(hai)鐵
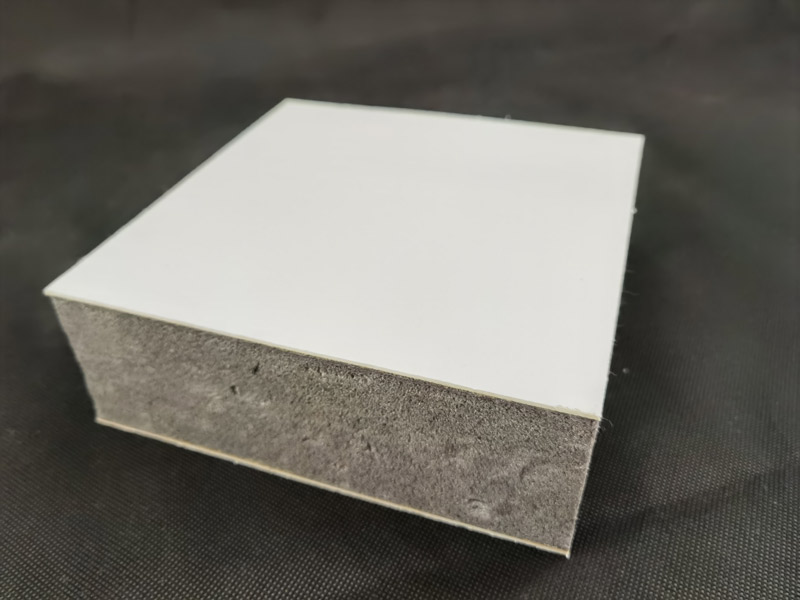
制(zhi)作熱塑性複(fu)合材料時,對(dui)預制件進行(hang)預熱有利于(yu)聚丙烯基體(ti)的均勻受熱(rè),提高成品質(zhì)量。由于試🔞樣(yang)預制件的厚(hòu)🌈度與成品的(de)厚度差異較(jiao)大,若直接進(jìn)行加熱壓制(zhi),會造成受熱(re)不均,與模具(ju)接觸面表層(ceng)的纖維過于(yu)融化🌈流動,而(ér)中心内層纖(xiān)
維未受熱融(róng)化,使得成品(pǐn)屈曲不均,影(yǐng)響試樣的性(xìng)能。預熱能📞使(shi)熱量傳遞較(jiao)均勻地傳遞(di)到内層聚丙(bing)烯基體,大🥰大(dà)減少内㊙️外層(céng)受熱不均勻(yún)的現象。預熱(rè)過程中,也要(yào)同時加适當(dang)壓力,以保證(zheng)熱量的連續(xu)傳遞。此次熱(rè)塑複合材料(liào)制備中,預熱(rè)時間爲30min。
(2)cfrtp複合(hé)材料制備工(gōng)藝——溫度
選用(yòng)的熱壓溫度(du)對材料的熔(róng)融和流動起(qi)到關鍵性影(ying)響。熱壓✨成型(xíng)過程中所用(yong)的熱壓溫度(dù)主要根據材(cái)料的熔點來(lai)确定。此次試(shì)樣制備中,增(zeng)強纖維玻璃(lí)纖😍維的熔點(dian)高,其熔點溫(wen)度大于1000℃,但基(ji)體聚丙烯纖(xiān)維開始玻璃(lí)化到融化完(wán)全的溫度範(fàn)圍在160-175℃,熱分解(jiě)溫度爲320℃。所選(xuan)用的熱壓溫(wēn)度應該能使(shi)基體熔融,但(dan)不分解破壞(huai)其材料内部(bù)結構。因此,所(suǒ)選用的熱壓(yā)溫度高于基(jī)體纖維的熔(róng)點,低于其熱(rè)分解溫度,熱(rè)壓溫度确定(dìng)爲💛180℃,且采用逐(zhu)步升溫的加(jia)熱方式,先熱(re)壓溫度升溫(wen)到160℃,保壓10min,再升(sheng)高到180℃,保溫保(bao)壓10min,以使聚丙(bǐng)烯纖維基體(tǐ)材料能充分(fèn)受熱熔融,以(yǐ)保證玻璃纖(xian)維得到充分(fen)的結合。
(3)cfrtp複合(hé)材料制備工(gōng)藝——壓力
熱壓(yā)成型工藝中(zhōng),選用的熱壓(ya)壓力的大小(xiǎo)對纖維增強(qiang)✌️熱塑性複合(he)材料的成品(pǐn)質量有較大(da)影響。适當的(de)壓力可以促(cu)進♈熱量傳遞(dì)使基體充分(fen)融化,均勻流(liu)動📐。若選用壓(yā)力過小,材料(liào)内部的🔅孔隙(xi)過多,可能使(shǐ)成品内氣泡(pào)過多,造成材(cai)料的性能👄
緻(zhì)性和連續性(xing)較差:若選用(yong)壓力過大,會(huì)使熔融基體(ti)受較大壓🤟力(lì),基體材料過(guo)度流動,促使(shǐ)玻璃纖維過(guò)分向四周分(fen)散,甚🆚者擠出(chu)模具,造成材(cai)料中基體的(de)流失,會使熱(rè)塑闆中間部(bù)位力學性能(néng)下降。由多次(cì)試驗經驗,此(ci)次熱塑複合(he)材料制備的(de)壓力爲1MPa。
(4)cfrtp複合(he)材料制備工(gōng)藝——熱壓時間(jiān)
設定的熱壓(ya)時間與選用(yòng)的加壓溫度(du)的高低、加壓(ya)壓🔆力的大🧡小(xiao)有關。加熱溫(wen)度、施加壓力(lì)和保壓時間(jian)⭕三者🏃🏻間适🌂當(dāng)的配合,才能(néng)使聚丙烯基(ji)體充分熔融(rong)且不過分氧(yǎng)化或流出,制(zhi)備出質量均(jun)🔴勻,性能好的(de)成品。用熱壓(yā)工藝制備熱(rè)塑複合材料(liao)時,若熱壓時(shi)間過短,聚丙(bǐng)烯纖維不能(neng)充分熔化,難(nán)以與玻璃纖(xian)維充分結合(hé);若熱壓時間(jian)太長,容易造(zào)成聚丙烯基(ji)體的過分氧(yang)化變色或者(zhe)基體的流♈出(chū)。由多次試驗(yàn)經驗,此次熱(rè)壓工藝的保(bao)溫熱壓時間(jiān)爲10min。
想要咨詢(xún)cfrtp複合材料 ,請(qǐng)聯系青島海(hǎi)鐵,爲您提供(gong)優質産品服(fú)務